Acoustics in food & biotech: useful, but often difficult to tune
Executive Summary
Acoustic fields are increasingly used in food and biotech unit operations, ranging from gentle cell handling and separations to droplet and particle manipulation.
In practice, these systems can be highly sensitive to geometry and actuation: small changes in channel dimensions or piezo coverage can shift where forces act and how strongly.
RoseWorks specialises in process diagnostics.
We deliver a 3-week simulation-based analysis to clarify:
- where the acoustic field actually acts inside your device,
- which parameters dominate behaviour (and which do not),
- how robust your design is to realistic tolerances,
- where failure modes or “cliff edges” are likely to appear.
The goal is not to replace experiments. It is to make them more targeted by reducing uncertainty early.
If acoustic effects play a role in your process and tuning feels slow or unpredictable, a short call is usually enough to assess whether diagnostics would help.
Where acoustics help ... and why it can be hard to stabilise
Acoustic fields can be used to organise or separate cells, droplets, and particles without harsh mechanical handling. This is appealing in both food and biotech contexts, especially when the material is fragile or the process must remain gentle.
The difficulty is that acoustic behaviour is shaped by geometry and actuation in ways that are not always obvious in experiments. In confined devices, relatively small changes such as channel width, wall alignment, actuator coverage can reshape where the field is active.
This makes trial-and-error tuning expensive: you can run many tests and still be unsure which parameter is responsible for a change in outcome.
What simulation diagnostics add (in practical terms)
In this setting, simulation is not used as a high-fidelity predictor. It is used as a diagnostic tool: to make the mechanism visible and to map sensitivity before committing to many experimental iterations.
Typical questions include:
- Where does the acoustic field actually act inside the device?
- Which regions contribute meaningfully to sorting, and which are effectively inactive?
- Which parameters dominate behaviour, and which can be deprioritised?
- How sensitive is the mechanism to realistic manufacturing and actuation variations?
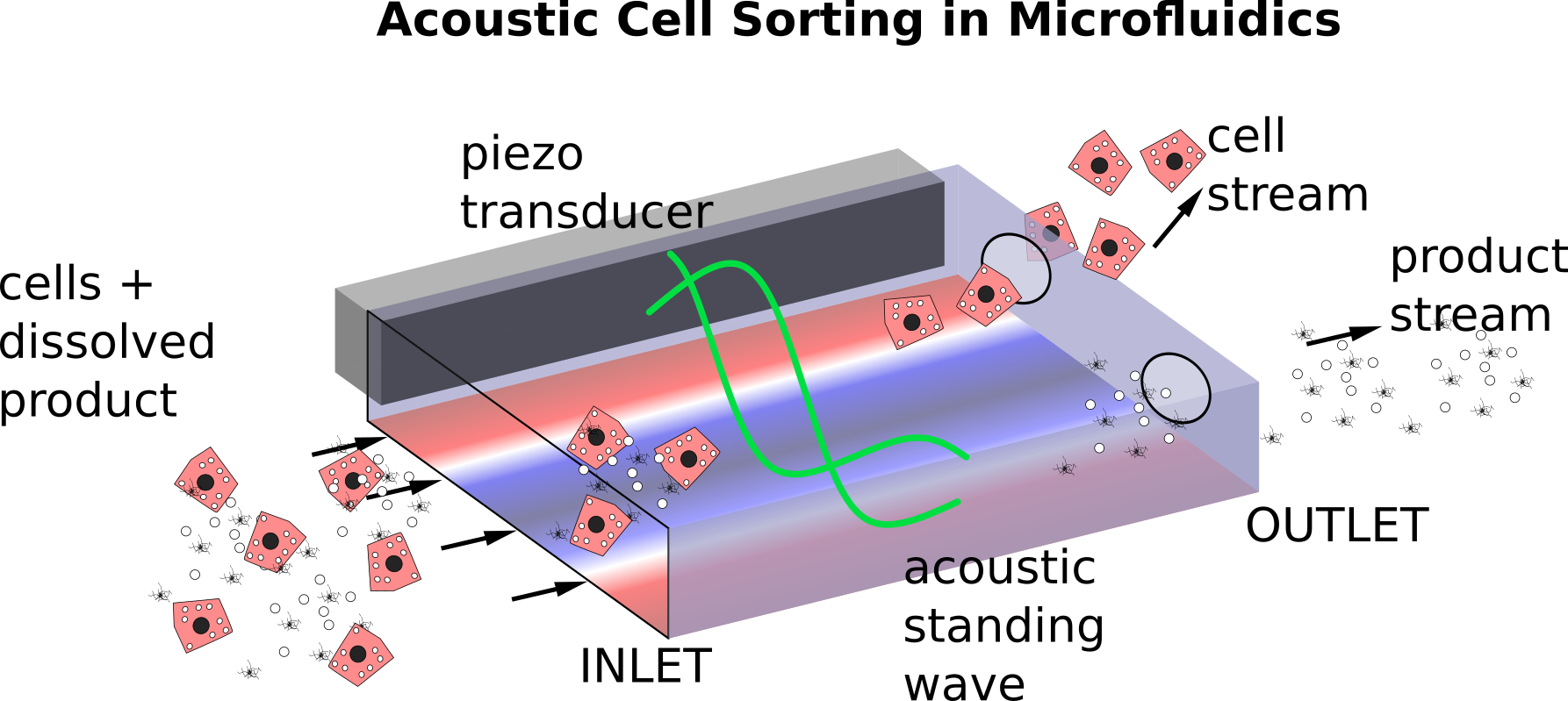
Case study: acoustic cell sorting in a microfluidic channel
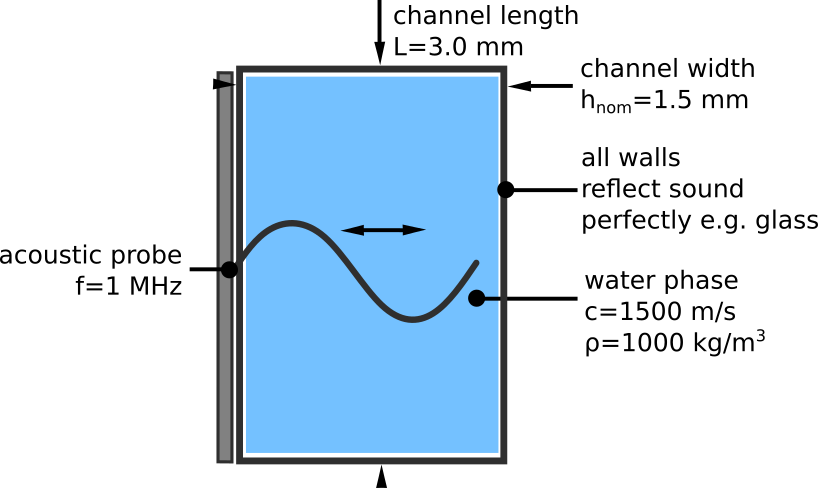
To make this concrete, consider a simplified microfluidic sorting geometry: a suspension flows through a channel while a piezo actuator drives an acoustic field over part of the device. Cells are guided toward specific regions (nodes/antinodes), enabling focusing or separation.
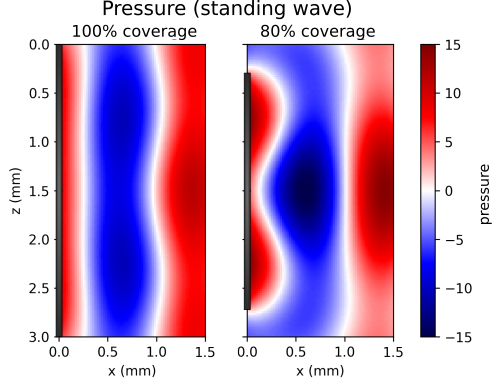
Making the field visible
Even a minimal acoustic model shows that the field is not uniform. The channel contains structured regions where the wave pattern concentrates, and other regions that are comparatively quiet.
This matters because sorting is driven by spatial structure: not just the presence of a wave, but where gradients form and where acoustic forces act.
Sensitivity to actuation coverage and geometry
A common practical issue is that “nearly the same” devices do not behave the same way. To explore this, we can sweep two realistic sources of variation:
- Piezo coverage: how much of the channel length is effectively driven.
- Channel width tolerance: small deviations in the gap or channel dimension.
The heatmap below summarises how a focusing / sorting-strength proxy changes across those two uncertainties. The key point is not a single optimum; it is the existence of regions that are robust versus regions that sit close to sharp transitions.
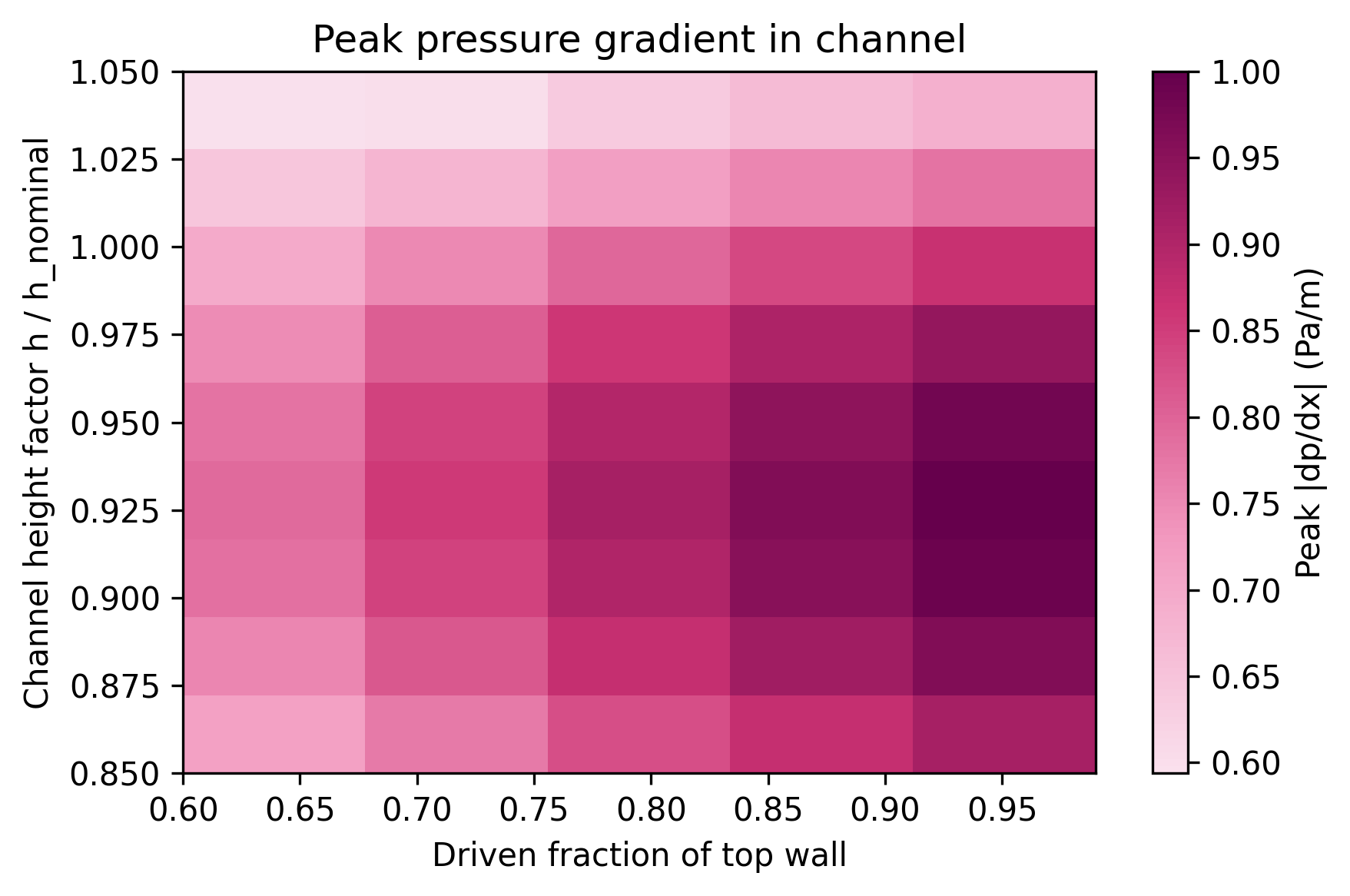
For development teams, this kind of map supports practical decisions: which tolerances deserve attention, which parameters are likely to be secondary, and which operating regions are more forgiving during early development.
How teams use this in development
The value of diagnostic modelling is that it turns an opaque tuning problem into a structured one. Instead of exploring a large parameter space experimentally, teams can focus tests where sensitivity is highest and avoid spending time on parameters that have limited impact.
- Identify which geometric tolerances matter in practice.
- Separate robust operating regions from fragile ones.
- Prioritise a small number of experiments that are maximally informative.
- Reduce trial-and-error when transferring or scaling a setup.
Scope
This type of diagnostic does not aim to directly predict yield or separation efficiency. It focuses on mechanism and sensitivity: where acoustic effects act, how they shift with geometry and actuation, and which variables are most likely to explain inconsistent behaviour.
How RoseWorks supports acoustic process development
RoseWorks builds short, application-specific simulation diagnostics for food and biotech processes. The emphasis is on clarity rather than complexity: identifying where a process is stable, where it is sensitive, and why.
Typical outputs include:
- field visualisations tied directly to geometry and operating settings,
- sensitivity maps that highlight robust versus fragile regions,
- a prioritised list of parameters to control or measure experimentally.
Studies are designed to fit alongside existing experimental workflows and typically run over a few weeks.
If this is relevant to your process
If you are using acoustics (or considering it) for a food or biotech unit operation and tuning feels slow or uncertain, a short discussion is usually enough to assess whether diagnostics would help.