One Granule Is Enough to Break Your Extrusion
Executive Summary
Your extrusion line may be failing for a simple reason: one oversized inclusion can destabilise flow, collapse deposits, or ruin a print.
Your team can tune parameters for months and still miss the root cause.
RoseWorks specialises in food manufacturing diagnostics.
We deliver a 3-week analysis that tells you:
- which inclusions actually matter,
- where your process becomes unstable,
- which parameters are noise,
- which are driving your defects.
If your development cycles are slow, parameter space is huge, or failures feel “random,” this eliminates the unknowns and gives your team a clear map forward.
If this sounds familiar, get in touch for a 20-minute call to check fit.
Most extrusion failures start with something you can’t see
One inclusion.
One unblended powder clump.
One gel fragment.
Most of the time it passes through unnoticed. But every so often, the same inclusion lands in exactly the wrong place at the wrong time—and the entire deposition becomes unstable.
If you’ve ever seen:
- intermittent jet collapse,
- sudden flow surges,
- unexplained voids in 3D prints,
- deposits that shift from “perfect” to “ruined” for no obvious reason,
this is usually the reason.
And most teams have no systematic way to diagnose it.
A simple extrusion model that exposes the failure mode
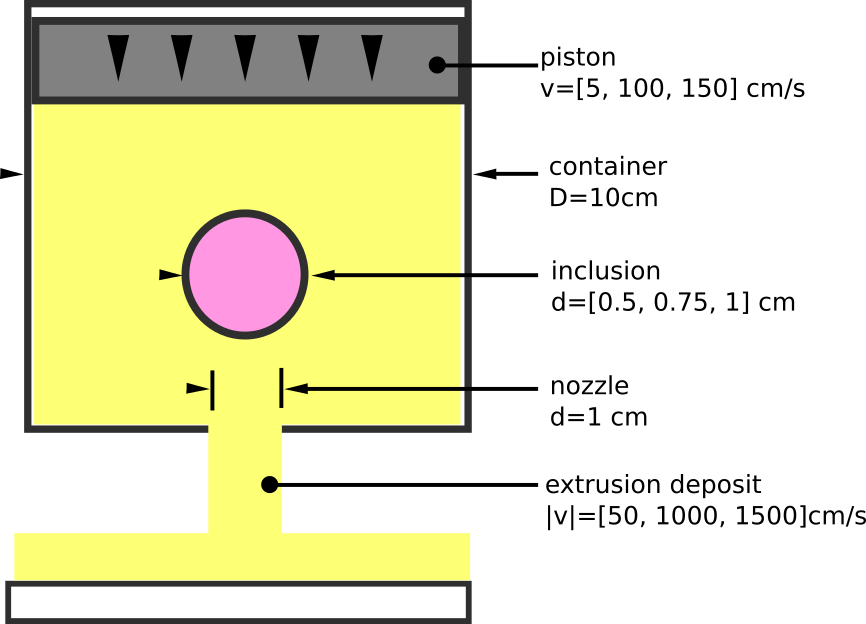
To make this failure mode legible, I built a minimal SPH-based model of a food extrusion process:
- 10 cm container,
- 1 cm nozzle,
- viscous/inertial flow,
- one elastic granule inside the fluid,
- three piston speeds,
- flow measured 1 cm below the nozzle.
Each run is compared to an identical “clean” extrusion with no granule present. This gives a direct measure of how much the granule disrupts the flow, and whether the disruption is visible to process-level monitoring.
Instability appears at slow speeds — unless inclusions are below the size threshold
This heatmap shows how flow disturbance depends jointly on piston speed and granule size. A clear pattern emerges: a broken extrusion depends on flow rate and inclusion size.
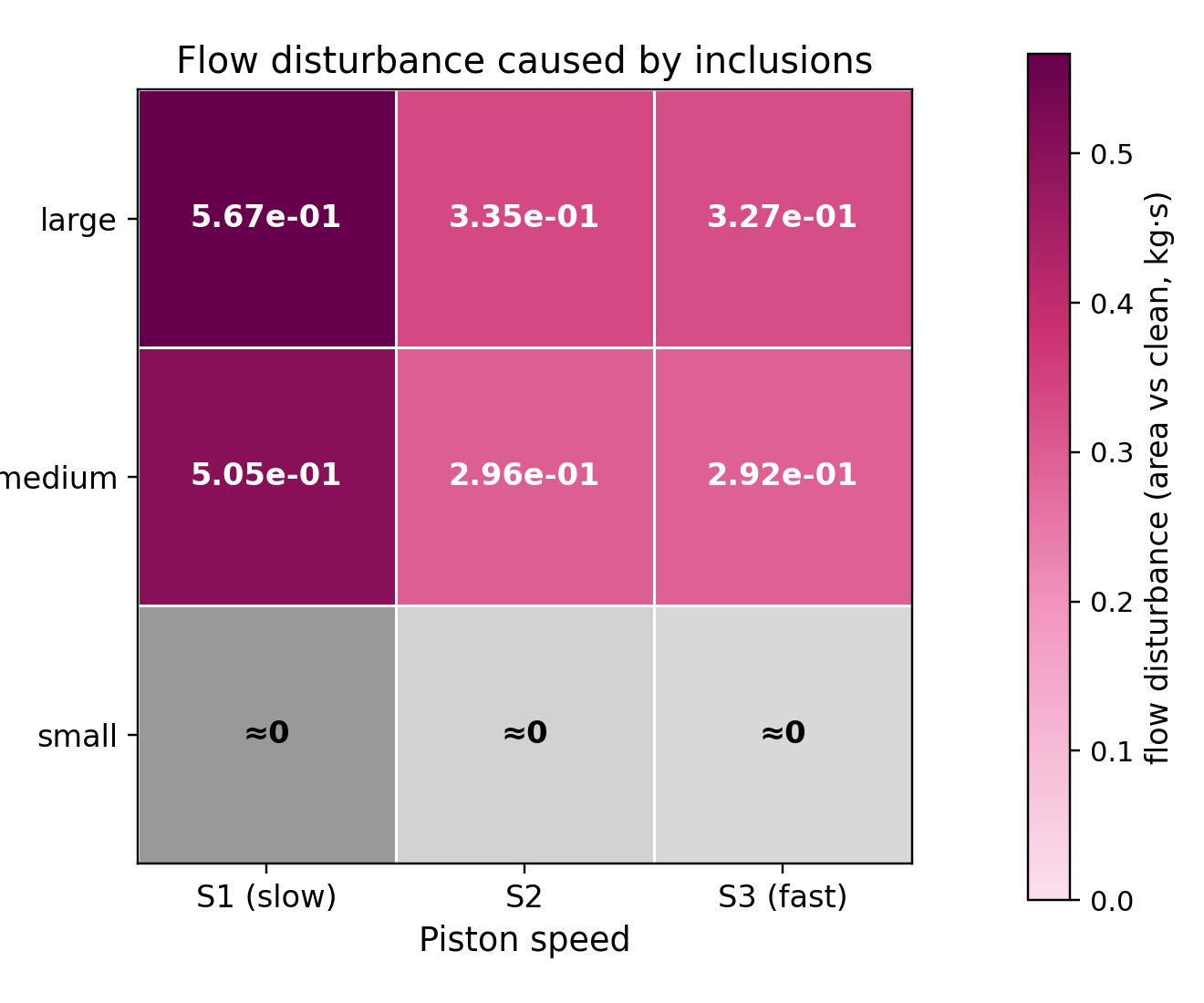
What the figure shows
- Small granules (≈1:2 of nozzle diameter) Disturbance is effectively zero at all speeds. These inclusions fall below the instability threshold.
- Medium granules (near the threshold) Produce moderate, size-dependent disturbance. Slow piston speeds reveal the first signs of instability; faster speeds sweep the granule out cleanly.
- Large granules (≈1:1, well above threshold) Create strong, persistent disruptions. Slow speeds generate a clear instability; medium and fast speeds still show a measurable spike as the granule exits. These are the inclusions that trigger visible or process-level defects.
The consequence for your process is simple and unforgiving:
Instability isn’t random — it appears only when inclusions exceed the critical size for your nozzle and flow regime.
Why this matters in real food processes
If you work with:
- batters,
- gels,
- fillings,
- viscoplastic pastes,
- particulate slurries,
- 3D printing formulations,
you already know the symptoms:
- a line that runs perfectly for 30 minutes, then collapses “randomly”,
- multiple print should be identical, but a third of them break on contact,
- deposits that oscillate between stable and unstable without changing settings,
- pressure sensors that show unexplained local spikes.
These aren’t random. They are rare granule events—and you only need one.
Every layout, die geometry, mixing regime, shear history and formulation has a critical inclusion size above which failure modes appear. Most companies don’t know what their threshold is.
A practical diagnostic: flow disturbance
From each simulation, I computed a simple, process-level metric:
Flow disturbance = area of deviation from clean extrusion (units: kg·s).
This captures the true effect of the granule:
- how much the jet is perturbed,
- how long the disruption lasts,
- whether it suppresses or accelerates the flow,
- how violent the recovery is.
This is the kind of signal you can extract from:
- mass flow sensors,
- inline pressure measurement,
- vision-based jet monitoring,
- displacement tracking in 3D printers,
- post-deposition mass/volume consistency.
In other words, exactly the sensors food processes already have.
If you don’t know your size threshold, you’re flying blind
Most R&D teams are focused on:
- mixing uniformity,
- screw profile,
- viscosity targets,
- print speed,
- line pressure.
All of these are important.
But if one inclusion above a certain size can destroy your flow—and if your sensors can’t detect it—then your process has a blind spot.
You can optimise everything else and still get unpredictable defects.
This is exactly what RoseWorks diagnoses
RoseWorks builds lightweight, application-specific diagnostic models for food processes, including:
- extrusion,
- 3D printing,
- dosing and deposition,
- mixing,
- particle-laden flows,
- yield-stress and viscoplastic fluids,
- fluid–solid interactions.
The goal is not heavy CFD. The goal is actionable maps:
- when the jet becomes unstable,
- which inclusions matter,
- how formulation changes shift the threshold,
- how piston or screw speed changes the failure mode,
- which sensors can actually detect the problem.
This is the kind of insight that turns “unpredictable defects” into predictable, testable engineering patterns.
If this looks familiar, we should talk
If your team sees irregular deposition, intermittent jet collapse or unexplained flow loss, I’m currently mapping these failure modes across a few common food processes.
I’m happy to take a quick look at:
- your nozzle geometry,
- your formulation,
- your expected inclusion sizes,
- or your flow signatures,
and show you what the likely failure modes are.
If this sounds familiar, get in touch for a 20-minute call to check fit.